
Vijek trajanjaoštrica čekićapovezano je s materijalom same oštrice čekića, vrstom drobljenog materijala itd. Materijal oštrice čekića najvažniji je čimbenik koji utječe na njezin vijek trajanja. Oštrice čekića na tržištu grubo se dijele u tri kategorije: obične oštrice čekića, oštrice čekića zavarene raspršivanjem volfram-karbidom i oštrice čekića zavarene fuzijom volfram-karbida.
Među njima, sve dok se koristi obični čekić termički obrađen ili se jednostavno koristi čekić od čelika 65Mn, cijena ove vrste čekića je relativno niska, ali je i odgovarajući vijek trajanja kraći.

Čekići za zavarivanje raspršivanjem volfram-karbida široko se koriste na tržištu. Koriste tehnologiju zavarivanja oksiacetilenskim raspršivanjem za nanošenje praha volfram-karbida na podlogu čekića, a zatim toplinsku obradu čekića za proizvodnju konačnog proizvoda. Međutim, zbog surovog proizvodnog okruženja i utjecaja kvalitete volfram-karbidne žice za zavarivanje, kvaliteta konačnog volfram-karbidnog čekića također je neujednačena, često popraćena nedostacima poput pora i inkluzija u sloju zavara, što ozbiljno utječe na njegov vijek trajanja. Pogotovo kada se malo tvrđi materijali slome, lako je uzrokovati urušavanje sloja zavara. Osim toga, proizvodni proces prati velika količina prašine i štetnih plinova, što ne može postići automatizaciju, a izgledi nisu baš obećavajući.

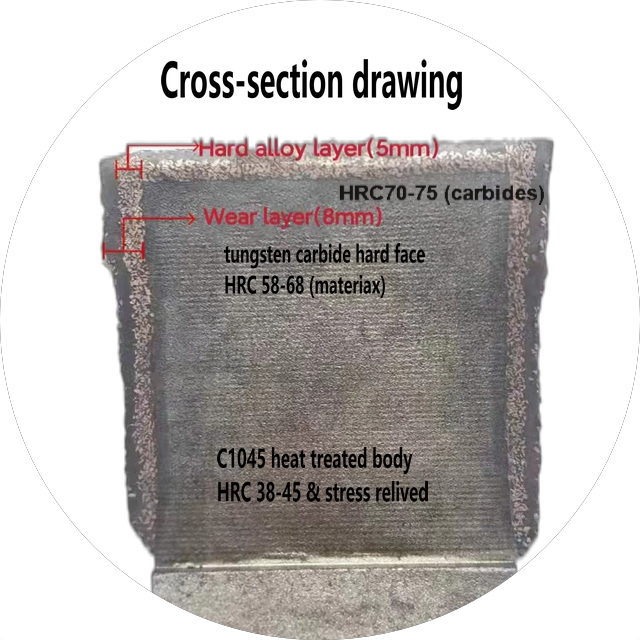
HMT-ovi čekići za zavarivanje fuzijom volfram-karbida koriste tehnologiju plazma zavarivanja, koja nanosi sloj čestica tvrde legure na podlogu čekića, postižući gotovo istu debljinu između podloge čekića i sloja zavarivanja tvrde legure. Istovremeno, svaka čestica tvrde legure ima višesmjernu reznu oštricu, što uvelike poboljšava smične performanse čekića. HMT-ovi komadi čekića zavareni fuzijom od tvrde legure imaju izvrsne performanse, s vrhunskom otpornošću na habanje, vijekom trajanja, otpornošću na udarce i učinkovitošću drobljenja u usporedbi s komadima čekića zavarenim raspršivanjem volfram-karbida. Štoviše, proizvodni proces može se automatizirati i ekološki je prihvatljiv, što ga čini trendom u modernoj proizvodnji komada čekića.



Drobljenje materijala također ima značajan utjecaj na vijek trajanja čekića, a korištenje različitih čekića za drobljenje različitih materijala može uvelike poboljšati učinkovitost drobljenja. Neki materijali imaju visoku tvrdoću, pa je sila udara na čekić također vrlo jaka. Na primjer, kada se bambusovo punjenje i čekić za zavarivanje raspršivanjem volfram-karbida slome, sloj zavara je sklon urušavanju. Za materijale sa značajnim trošenjem, duljinu sloja otpornog na habanje treba povećati za 100 mm, kao što je punjenje ljuske žitarica. Postoji i kategorija drobljenih drvenih blokova koji imaju visoku silu udara i habanja, a čekići za zavarivanje raspršivanjem volfram-karbida uopće se ne mogu koristiti. Za obične čekića, njihov vijek trajanja je relativno kratak. Za drobljenje takvih materijala, HMT-ovi čekići za zavarivanje taljenjem tvrdih legura mogu vrlo dobro zadovoljiti zahtjeve. Nakon praktične upotrebe od strane proizvođača drobljenih drvenih blokova, dokazano je da HMT-ovi čekići za zavarivanje taljenjem tvrdih legura mogu vrlo dobro zadovoljiti zahtjeve. Osim toga, sadržaj vlage u kukuruzu također ima značajan utjecaj na učinkovitost drobljenja. Kada je sadržaj vlage visok, trošenje čekića je relativno veliko, a vijek trajanja kraći.
Vrijeme objave: 02.04.2025.